Difference Between Feed Rate and Depth of Cut
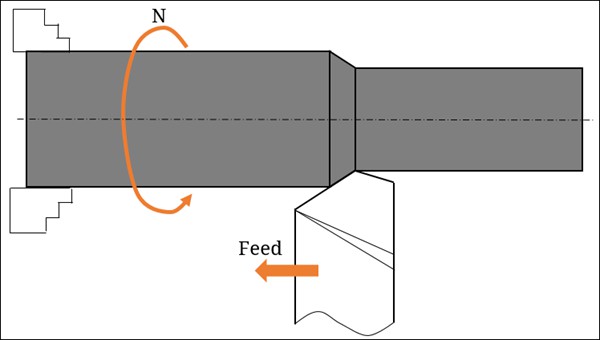
During one spindle revolution, the distance traveled by the cutting tool is known as the feed rate. It can also be termed as the cutting tool engagement speed and for milling operation, it is generally measured in inches/minute or millimeter's/minute.
For boring and turning operations, it can be measured in inches/revolution or millimeter's/revolution. The variation in the feed rates will depend upon the blank material (Steel, Wood, Aluminum, Stainless Steel, etc.), the tool material (HSS cutting tool, Ceramic, Cermet, etc.), and other cutting factors, such as surface finish and the CNC machine characteristics.
The aesthetics of the machined products will depend on the feed rate and hence the optimization of the feed rate is crucial in CNC machining processes.
Selection of Optimum Feed Rate
Every aspect of the CNC machining process is directly related to the feed rate from safety to productivity, tool life, and product quality. When choosing the feed rate, the following factors are to be considered.
Productivity
For the higher productivity rates, the feed rate can be increased by losing the surface quality. In another case, by maintaining the feed rate stable, the cutting speed can be increased.
Surface finish
Better surface finish can be attained by the lower feed rates. A coarse feed rate can be considered for the rough cut. For example, the feed rate can be considered as 0.01-0.05mm/rev for finishing operation and 0.1-0.3mm/rev for rough turning operation.
Feed rate limit
The available machine tools have a feed-by-feed rod, within the minimum and maximum limit. For these machine tools, beyond the limit is not permissible, but, only a few feed rate options within the range can be applied for the conventional lathe machine tools.
Cutting tool geometry
The surface finish of the products can be affected by the tool geometry, apart from the feed rate. A higher value for the tool geometry can be preferred, if the geometry permits.
Machine tool capability
The high cutting force and high vibrations can occur due to the higher feed rate. The feed rate must be chosen, depending upon the absorption and transmission of high forces and vibrations of the machine tool.
The relative velocity between the cutting tool and the surface of the workpiece is generally known as surface speed or cutting speed. It can also be defined as, the linear distance of meters per minute or feet per minute that the cutting tool material moves past over the workpiece surface for a cutting process.
The major parameters of the CNC machining, such as power consumption, cutting temperature and tool life, etc. will be determined by the cutting speed. The cutting speed values will vary according to different materials such as High carbon steel, low carbon steel, aluminum, and plastics. some tools or processes such as threading tools and knurling tools will be operated at lower cutting speeds than the mentioned.
Selection of Optimum Cutting Speed
To get the best output from the CNC machining process, the optimum cutting speed has to be ensured. The optimum cutting speed for a particular CNC machining process can be predicted by using the following factors.
Workpiece hardness
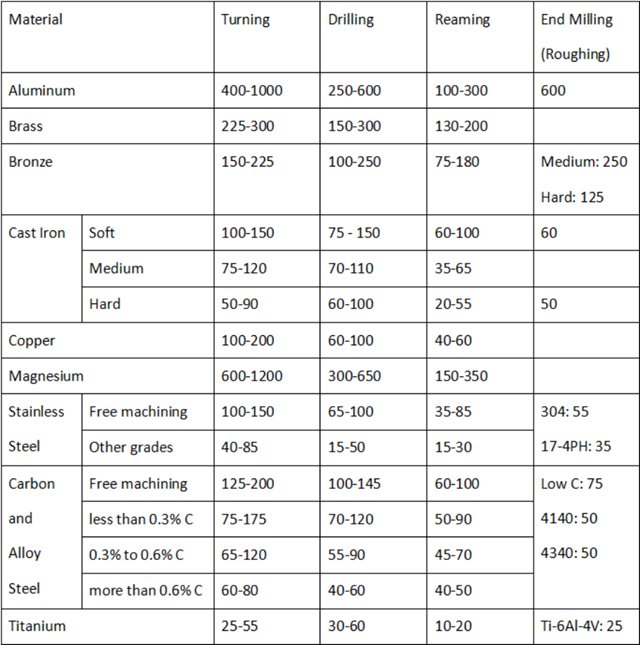
The resistance of a material to deformation caused by abrasion, indentation and scratching is generally termed hardness. During the machining process, certain care has to be maintained for the harder workpiece, as they can easily deteriorate the tool performance. During the machining of a harder material, slower cutting speeds have to be imposed. for example, a lower cutting speed is required for titanium compared to steel.
The strength of the cutting tool
For machining operations, the cutting edge tool strength plays a crucial role in the permissible cutting speeds. For example, during machining, for higher cutting speeds, the cutting tools which are made of high-strength materials like diamond and carbon boron nitride can be used. On the other hand, for lower cutting speeds, the cutting tools which are made of high-speed steel can be used.
Tool life
With the higher cutting speeds, the softer cutting tool materials will wear out rapidly, which will lead to shorter tool life. Another crucial factor to determine cutting speed is how long the engineer or machinist wants to work on that tool. Primarily, this will include the parameters such as the tool cost and the produced quantity of parts. If these parameters are within the permissible limits, then the high cutting speed can be utilized.
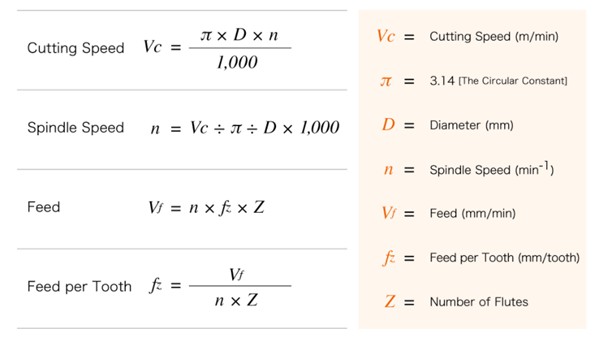
The above chart reveals all the necessary parameters that are involved to determine the cutting speed and feed rate. To determine cutting speed and feed, the spindle speed is the basic requirement. The final feed can be attained by following two methods, firstly, by determining the feed per tooth, and secondly, by using this feed per tooth, the feed of the tool can be determined.
Other important considerations
Spindle Speed Limit
The surface feet per minute (SFM) based on the material and the cutter diameter will be required to define the cutter speed in RPM. Sometimes, with the minute tooling and/or certain materials speed calculation, the calculated speed results in an unfeasible.
In such a case, the machinist has to run the tool with the comfortable machine's maximum speed and the required chip load for the diameter is maintained. By this, at the machine's top speed, the optimal parameters can be achieved.
Non-Linear Path
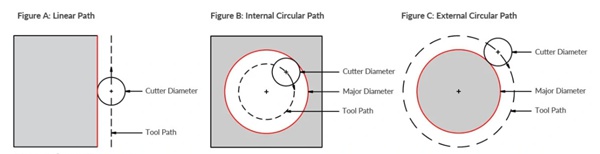
Generally, the feed rates are assumed as a linear motion i.e., the linear distance moved. Nevertheless, there are some cases in which the feed rates will be considered in an arc or circular interpolation path (outer diameter or inner diameter). As the depth of cut increases, there is an increase in the angle of engagement on a tool which leads to a non-linear path. The engagement of the tool is higher for internal corners compared to external corners.
Interaction of Cutting Velocity and Feed Rate
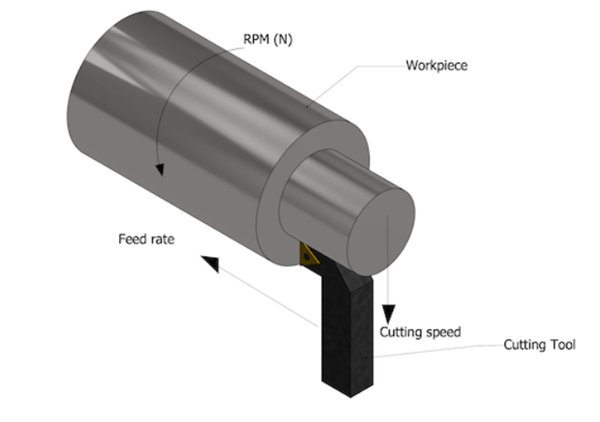
During machining, the cutting tool compresses the workpiece surface and removes a thin layer of material in the form of a chip. The relative velocity between the workpiece and cutter is desired to transmit the required compressive force. The primary relative velocity was produced by cutting velocity, which helps in envisaging the material removal.
To envisage the material removed from the total workpiece surface, another synchronous motion known as feed motion must be provided to the cutter or workpiece (different for different milling operations) along the intended direction. These simultaneous actions of feed rate and cutting velocity along with the feed motion will accomplish the basic requirements of machining.
nelsontheraingaid.blogspot.com
Source: https://waykenrm.com/blogs/feed-rate-and-cutting-speed-difference-in-cnc-machining/
0 Response to "Difference Between Feed Rate and Depth of Cut"
Post a Comment